
Laser cutting is to irradiate a laser beam on the material to be cut, so that the material is heated, melted and vaporized, and the melt is blown away with high-pressure gas to form a hole, and then the beam moves on the material, and the hole continuously forms a slit.
For general thermal cutting technology, except for a few cases, which can be started from the edge of the plate, most of them need to punch a small hole in the plate, and then start cutting from the small hole.

The basic principle of laser piercing is: when a certain energy laser beam is irradiated on the surface of the metal plate, in addition to a part of it being reflected, the energy absorbed by the metal melts the metal to form a molten metal pool. The absorption rate of the molten metal relative to the metal surface increases, that is, more energy can be absorbed to accelerate the melting of the metal. At this time, proper control of energy and air pressure can remove the molten metal in the molten pool, and continuously deepen the molten pool until the metal is penetrated.
In practical applications, Pierce is usually divided into two ways: pulse piercing and blast piercing.
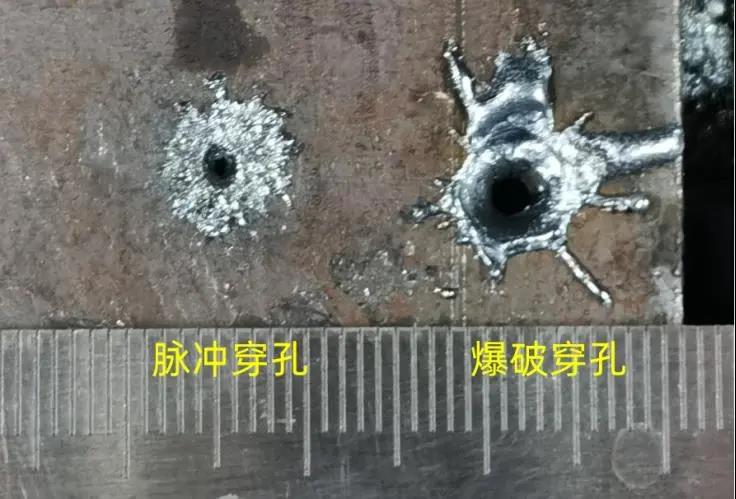
1. The principle of pulse pierce is to use a pulsed laser with high peak power and low duty cycle to irradiate the plate to be cut, so that a small amount of material is melted or vaporized, and is discharged through the hole through the hole under the combined action of continuous beating and auxiliary gas, and continuously. Work gradually until the sheet is penetrated.
The time of laser irradiation is intermittent, and the average energy used by it is relatively low, so the heat absorbed by the entire material to be processed is relatively small. There is less residual heat around the perforation and less residue remains at the pierce site. The holes pierced in this way are also relatively regular and small in size, and basically have no effect on the initial cutting.
Post time: Jan-08-2022